
Partial Depth Recycling (PDR)
Partial Depth Recycling consists of recycling asphalt pavement without the application of heat. PDR is a pavement preservation and corrective maintenance technique that when combined with an asphalt overlay, can be classified as major or structural overlay rehabilitation.
The PDR process commonly uses tanker trucks, cold planing machines, crushing/screening or mixing chambers, mixers, pavers and compaction rollers. PDR occurs within the roadway to be recycled and uses 100 percent of the RAP generated during the process. PDR treatment depths are generally 3 to 6 inches with good underlying support. Bituminous recycling agents are required and consist of foamed asphalt or emulsified asphalt. Chemical additives, such as cement may be used in addition to the recycling agent to improve early strength gain and resistance to moisture induced damage. New aggregate may be added to improve the recycled mixture properties. There are different types of PDR equipment with varying configurations. PDR equipment differ from one another in how the RAP is removed and sized, how the recycling agents and additives are added, how they are mixed and controlled and how the recycled mixture is placed.
PDR Advantages include:
- Conservation of non-renewable resources
- Energy conservation compared to other maintenance/rehabilitation methods
- Surface irregularities are corrected
- A portion of existing cracks are removed and reflective cracking mitigated
- Rutting, potholes, and raveling are eliminated
- Base and subgrade materials are not disturbed with PDR during the construction process
- Pavement cross-slope and profile are improved
- Problems with existing aggregate gradation and/or asphalt binder can be corrected
- Reduced traffic disruptions and user inconvenience
- Reduced or no edge drop offs with PDR
- Cost savings compared to other maintenance/rehabilitation methods
Partial Depth Recycling (PDR) construction process consists of the following steps:
- Milling the existing asphalt concrete pavement to a depth between 3 to 6 inches
- Sizing the milled material via mixing chamber or screen deck and crusher
- Mixing the cold milled material with a stabilizing agent such as asphalt emulsion or foamed asphalt, and other additives as needed
- Spreading and compacting the recycled mixture
- Fog sealing and curing
- Supplemental compaction (PDR-EA only)
- Overlaying the recycled surface with a new layer of hot mix asphalt (HMA)

Figure 1. Partial Depth Multi-Unit recycling train

Figure 2. Partial Depth Single-Unit Recycling Train
As with conventional HMA projects, a thorough site investigation is required to ensure that PDR is a structurally adequate solution for the road segment being considered. Mix design is also required prior to starting PDR activities.
Mix Design
Two commonly used recycling additives for PDR are asphalt emulsions (PDR-EA) and foamed asphalt (PDR-FA).
The general mix design procedure for PDR is as follows:
- Obtain samples of recycled asphalt pavement (RAP) material from the field, preferably using a coring machine
- Process the RAP if necessary
- Determine the gradation of the RAP
- If required, select additional virgin aggregate to be incorporated into recycled material
- If required, select additional recycling additive, such as small percentages of cement to add cementitious bonds and to increase Indirect Tensile (IDT) strength values
- Prepare and test specimens to determine the type and amount of stabilizing agents and additives to be incorporated into the mix
- Establish job mix formula
- Adjust in field, if required

Figure 3. Example of a foamed asphalt half-life and expansion ratio test in the laboratory during the mix design process
Partial Depth Recycling - Emulsified Asphalt (PDR-EA)
Asphalt emulsions as the main stabilizing agent include the following:
- Cationic Slow Set Emulsions
- Cationic Medium Set Emulsions
- High Float Medium Set Emulsions
- PDR-EE (engineered mixing emulsions designed for PDR, such as PASS-R, should be considered.
Cationic slow-setting emulsions have longer working times for good mixing of materials and contain low levels of volatile solvents. Cationic medium-setting emulsions have quicker breaking times, but longer curing times. High float emulsions are used because they form a gel structure and can provide thicker asphalt films and better adhesion, while engineered emulsions with a rejuvenator can potentially soften old, aged binder. A proper site investigation and mix design will help identify the type of emulsion that is most appropriate. The binder may be modified with polymer or with a rejuvenator to improve mixture properties. The use of medium-set and high-float emulsions in California is limited due to environmental concerns and the slow-set tends to perform better. The current PDR nSSPs specify that the binder grade should be PG 64-22.

Figure 4. Partial depth recycled material
Partial Depth Recycling - Foamed Asphalt (PDR-FA)
An alternative to emulsified asphalt is foamed asphalt. Foamed asphalt is created when small amounts of water is introduced to hot asphalt inside the expansion chamber. The foaming occurs as the binder expands from the trapped water changing from a liquid to a vapor. The viscosity of the binder is greatly reduced as the surface area is increased. The foamed asphalt is readily dispersed and mixed with the RAP and a chemical additive (i.e. small amounts of cement), creating spot welds between particles. PG 64-10 is typically used as the base binder for foaming activities. The foam should be tested and selected for its expansion ratio and half-life, following California Test Method 313. The asphalt expansion ration is defined as the ratio between the maximum volume achieved in the foamed state and the volume of binder once the foam has completely subsided. The half-life of the foamed asphalt is the time for the foam to reduce to half of the maximum volume attained during the foaming process.

Figure 5. Foamed asphalt injection nozzle example, after water and air have been introduced to the asphalt, causing foam or expansion
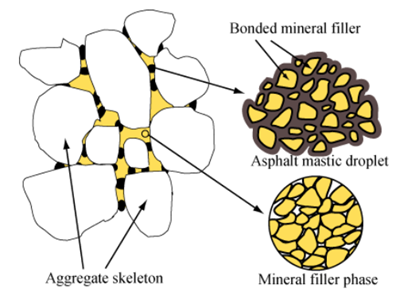
Figure 6. Example of foamed asphalt bonding (spot welding) with pulverized aggregate and mineral filler
Application

Figure 7. PDR layer open to traffic before HMA layer construction
PDR can treat pavement distresses and surface irregularities including:
- Raveling
- Weathering
- Bleeding
- Corrugations
- Shoving
- Slippage
- Poor ride quality
- Rutting
- Patches
- Shallow potholes
- Cracking
Special Considerations
PDR should not be used or special considerations should be taken on pavements with:
- Rubberized Hot Mix Asphalt (RHMA)
- RHMA must not constitute more than 25% of recycle section thickness. To perform PDR on a project currently with an RHMA wearing course, Mill off the RHMA wearing course prior to starting PDR.
- Moisture related problems cause all pavements to fail prematurely, especially for PDR. Poor drainage should be repaired prior to beginning PDR operations. Moisture related problems may include:
- Poor drainage
- Pumping
- Saturated subgrade material
- Numerous utility access points. Utilities need to be lowered before starting PDR production. Lowering and adjusting utilizes need to be accounted for during the budgeting phase of the project.
- Nighttime construction work if asphalt emulsion is the main stabilizing agent (due to the extended asphaltic emulsion “breaking” and curing process, which is accelerated by higher ambient and pavement temperatures.)
- Note: Foamed asphalt can be used for nighttime construction work.
- Cold or wet (if rain is forecast or imminent) weather:
- Minimum pavement temperature = 60°F (16°C)
- Minimum ambient temperature = 50°F (10°C) and rising
- Minimum overnight ambient temperature = 35°F (1.7°C)
- PDR may be used on aged pavements with existing geotextiles and geogrids if there is proof of no decreased pavement performance and no damage to equipment.
PDR is suitable for all volume roadways. However, during the curing period, before the final wearing course is constructed, vehicles must traverse the PDR surface at controlled speeds. Supplemental compaction at the end of the PDR-EA curing period is required.
Implementation
Guidelines for In-Place Recycling are currently under development and will be available soon. In the interim, for approval to use the non-standard special provision (NSSP) for PDR on a project and request for resources, contact Saeed Pourtahmasb (saeed.pourtahmasb@dot.ca.gov) from Office of Asphalt Pavements at (916) 274-6060.
Resources
- Highway Design Manual
- Caltrans PaveM Portal Website
- Caltrans In-Place Recycling Manual
- DES Website
- Office of Asphalt Pavement
- Wirtgen Cold Recycling Technology Manual (external link)
- Basic Asphalt Recycling Manual (BARM) (external link)
- Road Resource Website (external link)
- Portland Cement Association Manual (external link)